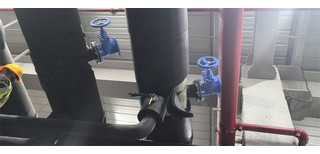
乐山压缩空气管道带压封堵换阀门-消防带压堵漏施工





- 面议
- 2024-09-14 16:10:17
- 带压封堵,带压开孔,带压堵漏,管道带压封堵
- 四川乐山
- 成总 18361111617
- 江苏雷鹏堵漏科技发展有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
乐山压缩空气管道带压封堵换阀门-消防带压堵漏施工
PE管带压开孔与封堵中一个关键问题是什么?
PE管带压开孔与封堵中一个关键问题是:如何鞍型管件与待开孔管材的熔接质量。施工单位在PE燃气管道维修时,经常遇到待开孔管道与管件不配套的情况。由于不同厂家生产的电熔连接机具或电熔管件的焊接参数(如电压、加热时间)可能不同,因此,在电熔连接时,通电加热的电压和加热时间,应按电熔连接机具或电熔管件生产企业提供的参数进行。施工单位在熔接前,应该对管材(件)进行熔接工艺评定,以确定其是否可以熔接。实际上,针对PE带压开孔封堵这类“特殊”施工,施工单位对不同厂家的PE管材、管件进行熔接工艺评定是不现实的。综上,由于以上问题的存在,阻碍了PE管带压开孔封堵技术的普及应用。
蒸气管道带压堵漏如何焊接?一般采用引流焊补法。
根据泄漏点大小和泄漏量的大小选不同直径的管,在管的其中一端焊一个阀门,另一端罩在漏点上,焊好角焊缝,关闭阀门即可。
在实施的过程中有时会遇到一些情况:
①、仍有部分介质从待焊处泄漏。如果是由于泄漏偏向引起,就在放空管内加焊一段导向管,使泄漏集中从中部排出。如果是由于泄漏量太大引起,就加大放空管和阀门的直径。
②、焊接过程中的偏吹。若偏吹是由于磁场的影响,则改用交流焊机进行操作;若偏吹是由于泄漏点压力太大,泄漏介质流速太快而把电弧吸入管内,则在加大放空管及阀门的直径的同时增加放空管端部的加工精度,使放空管的端部紧密的靠在泄漏管上,另外,在操作中应在放空管上引弧并把电弧慢慢带向泄漏管。
③、漏点附近管材腐蚀严重管壁很薄,极易造成烧穿缺陷。用测厚仪确定受腐蚀区域,根据腐蚀区域的大小、形状,在放空管端部加焊一块孔板以避开易烧穿区域,放空管的位置应正对泄漏点。
管道堵漏有哪些原因
用于管网新、旧管道的连接,可很大的改善施工环境,使工作区间无渗水,节约水资源。减少施工成本,缩短大量的抽、排水时间,同时还解决了遇到阀门关闭不严,只能扩大停水区域,延长停水时间的难题。化工企业的生产,储运和销售等环节,常常发生泄漏,给企业带来了很大的危害。
管道泄漏的原因有:
1、人为因素
思想麻痹,防范意识不强,疏忽大意;二是责任不明确,考核流于形式,存在无证上岗现象;三是制度不健全,规程不详细;四是违章操作,心存侥幸,有章不循;五是责任心不强,设备不按要求保养,巡检走过场,发现问题不及时处理等;六是人员素质差,培训不到位,人员对规章、制度、规程等不了解,操作不平稳,甚至误操作。
2、物的因素
一是安全保护设施投入不足,二是腐蚀、裂纹、磨损、老化、外力破坏、设计不合理、制造质量差、安装不正确、工艺条件变化导致材料失效。
泄漏的检测
在生产过程中要对泄漏进行有效的治理,就要及时发现泄漏,准确地判断和确定产生泄漏的位置,找到泄漏点。特别是对于容易发生泄漏的部位和场所,通过检测及早发现泄漏的蛛丝马迹,这样,就可以采取控制措施,把泄漏消灭在萌芽状态。
较明显的泄漏,人们可以通过看、听、闻、摸直接感知发现,这种方法主要是依赖人的敏感性、经验和责任心。在人看不着、听不见、摸不到的场合或者比较危险的场合,往往要借助仪器和设备,进行泄漏检测。使用泄漏检测仪器能够做到在不中断生产运行的情况下,诊断设备的运行状况,判断故障发生部位、损伤程度、有无泄漏,并能准确地分析产生泄漏的原因。
现代科学技术的飞速进步,使管道泄漏检测技术的新方法、新成果层出不穷。特别是传感器技术、计算机技术、控制技术、人工智能技术等科学发展,推动了检漏技术向智能化、多样化、系统化的方向发展。负压波法、压力梯度法、质量平衡法、统计决策法等基于软件的检测方法和基于硬件的检测方法相结合,大大提高了检测能力、灵敏度和准确度。
乐山压缩空气管道带压封堵换阀门-消防带压堵漏施工
- 带压封堵,带压开孔,带压堵漏,管道带压封堵
- 水下堵漏
- 四川乐山
- 成总



