
江苏雷鹏堵漏科技发展有限公司
高级VIP
搜索标王
联系人:成总
手机:18361111617
茂名茂港区煤气带压封堵-水管带压堵漏费用
来源:江苏雷鹏堵漏科技发展有限公司
发布时间:2024-12-09 18:07:32
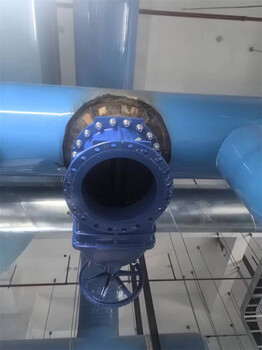
茂名茂港区煤气带压封堵-水管带压堵漏费用
简述带压开孔的常见操作流程
带压开孔的操作程序:将闸阀开到大口径。手轮顺时针旋转进刀,中心钻(钻头)顶到主管道时,手轮反转半周(防止打刀)。启动电机,顺时针缓慢转动手轮进刀,手感钻透管壁后切断电源。切断电源后,手动可以进刀,说明已经钻透。
带压开孔顺时针空转手轮进刀,当桶刀顶到管壁后反转半周(防止打刀)。再启动电机,顺时针缓慢转动手轮进刀。手感桶刀切断管壁后,切断电源。切断电源后,手动进刀如果手轮转不动,说明切削未完成,要反转半周手轮,重新启动电机,再继续缓慢进刀。当电机切断电源后,手轮可以转动进刀,说明开孔切削已完成。
带压开孔是在完全封闭的空腔内进行的,刀具切削过程与空气隔绝,无着火、的可能性,对环境也。其装置是在不停产情况下开孔接点,适用于除氧气以外的任何介质以及不同直径的各类管道。
带压开孔日常维护工作的内容
由于一些特殊的行业要求,虽然工程要求分支管连接或更换阀门,但不能停产,一旦停产势必给企业及其下游相关单位造成一定的损失。具有开压技术的现代企业为连续生产提供了管道连接、阀门更换的可能性。
当机器不施工时,它需要维护和维护,以使它得到好的性能。压缩口需要进行以下维护:
1. 当压孔机不使用时,应对轴伸部采取防护措施,并放入盒内。
2. 每次开孔后,检查塞杆导向器是否损坏。
3.当机器安装在闸阀上时,应安装平口板。
4、每次高温教训,或含有腐蚀性液体教训,应更换密封元件。
5. 每次开孔后用压力清洗外部污垢。
6. 每六个月拆下机器一次或30次后,并润滑每个部件。
防止损坏机器顶部的六角传动杆。
8. 定期润滑棘轮齿摇臂。

近年来,石化、燃气、自来水行业的管道建设速度突飞猛进,随着大量的建设和开工,管道管线运行的问题随之而来,管道管线预检、预修、巡视、检修和改造、消缺等。其中涉及到检修、改造管线的任务往往需要停输或停车,会造成很大的效益损失。带压开孔技术是采用机械切削方式在承压管道上加工出圆形孔的一种作业技术。这种技术在不需要管道停输、停车的情况下利用带压开孔机进行对管道或带压设备进行开孔,既 不影响管线或设备的正常运行,又能安全、、环保的完成管线预留接口的目的。带压开孔技术是一种的设备或管道改造、抢修技术,它解决了相关设备或管线连续生产的难题,能带来的经济效益和社会效益。
利用带压开孔机对设备、管道进行带压开孔。在设备或管道带压焊接一个带法兰(或丝扣)阀门的短节,再把带压开孔机与法兰阀门连接,并打开阀门,然后把带压开孔刀具通过阀门接触到需要开孔的设备和管道上,再该短节、阀门、带压开孔机连接底盘所形成的空腔内,按被开孔管道的设计压力做好试压及气密测试工作,试压合格和经过审批后,转动刀具在相应的设备和管道上开孔,开孔成功后退出刀具和开孔带出的U型管壁,退出到阀门以外的带压开孔机底盘的空间内,然后关闭阀门,带压开孔机泄压并拆卸掉带压开孔机,带压开孔成功。
从开孔过程中可以看出,带压开孔主要利用短节、阀门、带压开孔机底座连接盘所形成的空腔来实现带压开孔作业的,其中的关键点为焊接短节时的焊接过程,属于带压焊接。根据焊接原理,焊接过程是一个熔化冶金过程,焊接中会形成一个局部的熔池,熔池温度很高,且会使周围金属温度升高,降低金属的抗拉强度。因此根据在焊接短节之前要测量被开管道的壁厚。
金明带压开孔技术适用于原油、成品油、化工介质、天然气等多种介质管线的正常维修改造和突发事故的抢修(如带压抢修、更换腐蚀管段、加装装置、分输改造等作业)。开孔时无需停产不影响产量和物料供给。

茂名茂港区煤气带压封堵-水管带压堵漏费用
简述带压开孔的常见操作流程
带压开孔的操作程序:将闸阀开到大口径。手轮顺时针旋转进刀,中心钻(钻头)顶到主管道时,手轮反转半周(防止打刀)。启动电机,顺时针缓慢转动手轮进刀,手感钻透管壁后切断电源。切断电源后,手动可以进刀,说明已经钻透。
带压开孔顺时针空转手轮进刀,当桶刀顶到管壁后反转半周(防止打刀)。再启动电机,顺时针缓慢转动手轮进刀。手感桶刀切断管壁后,切断电源。切断电源后,手动进刀如果手轮转不动,说明切削未完成,要反转半周手轮,重新启动电机,再继续缓慢进刀。当电机切断电源后,手轮可以转动进刀,说明开孔切削已完成。
带压开孔是在完全封闭的空腔内进行的,刀具切削过程与空气隔绝,无着火、的可能性,对环境也。其装置是在不停产情况下开孔接点,适用于除氧气以外的任何介质以及不同直径的各类管道。
带压开孔日常维护工作的内容
由于一些特殊的行业要求,虽然工程要求分支管连接或更换阀门,但不能停产,一旦停产势必给企业及其下游相关单位造成一定的损失。具有开压技术的现代企业为连续生产提供了管道连接、阀门更换的可能性。
当机器不施工时,它需要维护和维护,以使它得到好的性能。压缩口需要进行以下维护:
1. 当压孔机不使用时,应对轴伸部采取防护措施,并放入盒内。
2. 每次开孔后,检查塞杆导向器是否损坏。
3.当机器安装在闸阀上时,应安装平口板。
4、每次高温教训,或含有腐蚀性液体教训,应更换密封元件。
5. 每次开孔后用压力清洗外部污垢。
6. 每六个月拆下机器一次或30次后,并润滑每个部件。
防止损坏机器顶部的六角传动杆。
8. 定期润滑棘轮齿摇臂。
近年来,石化、燃气、自来水行业的管道建设速度突飞猛进,随着大量的建设和开工,管道管线运行的问题随之而来,管道管线预检、预修、巡视、检修和改造、消缺等。其中涉及到检修、改造管线的任务往往需要停输或停车,会造成很大的效益损失。带压开孔技术是采用机械切削方式在承压管道上加工出圆形孔的一种作业技术。这种技术在不需要管道停输、停车的情况下利用带压开孔机进行对管道或带压设备进行开孔,既 不影响管线或设备的正常运行,又能安全、、环保的完成管线预留接口的目的。带压开孔技术是一种的设备或管道改造、抢修技术,它解决了相关设备或管线连续生产的难题,能带来的经济效益和社会效益。
利用带压开孔机对设备、管道进行带压开孔。在设备或管道带压焊接一个带法兰(或丝扣)阀门的短节,再把带压开孔机与法兰阀门连接,并打开阀门,然后把带压开孔刀具通过阀门接触到需要开孔的设备和管道上,再该短节、阀门、带压开孔机连接底盘所形成的空腔内,按被开孔管道的设计压力做好试压及气密测试工作,试压合格和经过审批后,转动刀具在相应的设备和管道上开孔,开孔成功后退出刀具和开孔带出的U型管壁,退出到阀门以外的带压开孔机底盘的空间内,然后关闭阀门,带压开孔机泄压并拆卸掉带压开孔机,带压开孔成功。
从开孔过程中可以看出,带压开孔主要利用短节、阀门、带压开孔机底座连接盘所形成的空腔来实现带压开孔作业的,其中的关键点为焊接短节时的焊接过程,属于带压焊接。根据焊接原理,焊接过程是一个熔化冶金过程,焊接中会形成一个局部的熔池,熔池温度很高,且会使周围金属温度升高,降低金属的抗拉强度。因此根据在焊接短节之前要测量被开管道的壁厚。
金明带压开孔技术适用于原油、成品油、化工介质、天然气等多种介质管线的正常维修改造和突发事故的抢修(如带压抢修、更换腐蚀管段、加装装置、分输改造等作业)。开孔时无需停产不影响产量和物料供给。
茂名茂港区煤气带压封堵-水管带压堵漏费用
标签:带压封堵,水管带压堵漏,管道带压封堵,带压封堵换阀门
最新产品
更多









热门信息
-
南京浦口区压力管道带压封堵-高温带压堵漏费用
-
潍坊寿光氨水管道不停输带压封堵-管道不停输带压堵漏费用
-
中山石岐区氨水管道不停输带压封堵-氮气带压开孔电话
-
广州番禺蒸汽管道不停输带压封堵-污水管道带压堵漏多少钱
-
中山石岐区循环水管道带压封堵-天然气带压开孔多少钱
-
芜湖航空煤油管道带压封堵-高温带压堵漏多少钱
-
东莞沙田镇氨水管道带压封堵换阀门-石油管道带压开孔施工
-
济宁任城区带压封堵-氮气带压开孔公司
-
沈阳焦炉煤气带压封堵-导热油带压堵漏多少钱
-
安庆天燃气管道带压封堵-水管道带压开孔施工队
-
临沂兰山区高炉煤气带压封堵-负压煤气带压开孔费用
-
资阳煤气管道带压封堵换阀门-水管带压堵漏怎么联系
-
东莞西城焦炉煤气带压封堵-法兰带压堵漏厂家
热门产品
江苏雷鹏堵漏科技发展有限公司 > 供应信息 > 茂名茂港区煤气带压封堵-水管带压堵漏费用